検査設定に関する質問とトラブルシューティング
ページ内目次
- Q1. 設定(枠設定)は最大でいくつまで設定できますか?
- Q2. 製品の上面と側面を同時に検査したいのですが。
- Q3. 位置確認の際、あらかじめ登録した基準画像を元に位置補正はできるのでしょうか?
- Q4. 横一列の検査枠や縦×横の検査枠を自動的に生成できませんか?
- Q5. 検査品のズレ補正機能ですが、マスター画像に枠で設定した部分を探しに行ってそのズレを各枠の補正に使用するという考えですか?
- Q6. ズレ補正での補正可能範囲ですが、設定-ズレ補正-サーチ範囲の数値がそうですか?その数値は仮に40と設定した場合X、Y方向にそれぞれ±40ピクセルの範囲ということですか?
- Q7. ズレ補正機能のサーチ範囲がピクセル単位ですが、長さにするとどれくらいになるのでしょうか?
- Q8. 「自動」-「おまかせ」モードや「手動」-「特徴認識」モードを使用してズレ補正を行う場合、どんな文字やマークを基準とすべきですか?
- Q9. 各検査枠で位置補正用のボックス設定を行うということは、個々の枠番号で全てズレ補正を設定しなければならないのですか?
- Q10. どの程度までのズレを補正できますか?
- Q11. 複数のカメラ(複数のEasyInspector)を使用した検査の場合、無償の「EasyInspectorマルチコントローラソフト(EIMC.exe)」を使用すると思いますが、このときUSB I/Oは使えますか?また、このときなにか設定は必要ですか?
- Q12. 照合レベルについて詳しく教えてください。
- Q13. 寸法検査でエッジ(縁線)がいまひとつうまく検出できません。
- Q14. 前回問い合わせを行った時の部品とは違う形状の部品の検査を行っていますが、位置補正が上手くいかないためか合格不合格を繰り返してしましまいます。割合としては不合格の方が多いです。
- Q15. 部品の有無の検査を行っていますが、画像のその他の部分のズレを拾ってしまい、うまく検査できません。
- Q16. 1サンプルあたりの検査時間(typ.):0.5秒~0.7秒事とですが当方、WIN2000、セレロン2.0Gメモリー512Gではかなり時間がかかり ました。カメラ3台接続で検査時間2~3秒で終了させたいのですが。
- Q17. 御社のソフトで構築したいのですが、小ロットの検査が多い弊社では、焦点距離の固定、照明の固定の下で最適の条件を固定して、マスター作成をする必要があります。指導していただけないでしょうか。
- Q18. 「エッジ検出」で「縦横」「回転」にチェックを入れても青枠が表示されないです。
- Q19. 検査画像を添付ファイルにてお送りしますので、リベット有無検査につきましてテストとアドバイスお願いいたします。
- Q20. 位置ズレ補正機能を有効したい場合について、自動位置ズレ補正を行わないと時間がかかるのでしょうか?最初から位置決め補正機能を有効にして使用する場合の手順書はないのでしょうか。
- Q21. 検査枠を4画面に分割したいのですがどうやって分割するのでしょうか?
- Q22. 部品の半挿入を検出する事は可能でしょうか?
- Q23. ラベルの検査の場合、マスターと比較物がまったく同じ配置になりません。 マスターの一部分と比較物の一部分を比較するのは可能でしょうか。
- Q24. 金型を検査対象としたカメラの画角について、安全ドアと金型の間が500mm~600mmしか無く、蒸気配管等のケーブルが20本前後あって撮影の邪魔をする金型もありますが、如何でしょうか。
- Q25. 成形機の金型を監視する場合の機器一式と、設定時間の目安を教えてください。
- Q26. 検査についてですが、ビスの有無の他に、ビス締めつけが甘い状態(浮き)なども一緒に検出させたいのですが、良い検出方法などあれば教えてください。
Q1. 設定(枠設定)は最大でいくつまで設定できますか?
999個までとなります。
Q2. 製品の上面と側面を同時に検査したいのですが。
EasyInspectorを使用して異なる面を一度に検査するには次の方法がございます。
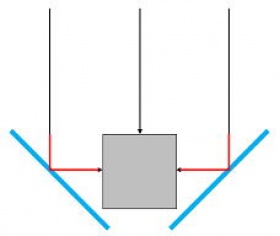
- 鏡を利用した検査(右図)
右図のように鏡(水色)を設置いただきますと1台のカメラで3面を捉えることが可能となります。赤で示した分だけ、直接撮像するものとの距離差が生じますが、焦点深度が十分深い場合にはこの方法で実際に3面を1台のカメラで撮っていただいております。
- 複数カメラを使用した検査
鏡を利用した場合各面の画像解像度が低下しますが、複数カメラを使用した場合、カメラの撮影条件を個別に設定できるため、より高精度な検査が可能です。
Q3. 位置確認の際、あらかじめ登録した基準画像を元に位置補正はできるのでしょうか?
はい。EasyInspectorで検査する際に「位置ズレ補正」機能を有効にしていただけますと、予め登録されているマスター画像に合わせて「縦横」ならびに「回転」の補正を行うことができます。
詳細につきましては弊社「ダウンロードページ」のPDF説明書「画像位置合わせ設定手順」をご参照いただければ幸いです。
詳細につきましては弊社「ダウンロードページ」のPDF説明書「画像位置合わせ設定手順」をご参照いただければ幸いです。
Q4. 横一列の検査枠や縦×横の検査枠を自動的に生成できませんか?
はい。バージョン2010年3月以降のEasyInspectorでは検査枠を行列状に配置する機能を有しています。「複数枠操作」ボタンを押して設定を行ってください。
Q5. 検査品のズレ補正機能ですが、マスター画像に枠で設定した部分を探しに行ってそのズレを各枠の補正に使用するという考えですか?
はい。「自動」-「おまかせ」モードの補正の場合、マスター画像で指定された枠内の画像を撮影された画像の中から探し出し、その位置関係をもとに補正を行います。また「手動」-「特徴認識」モードでは、検査枠とは別に設定可能な赤枠や水色枠で囲まれた画像を基準に位置合わせを行います。
また、「自動」-「前枠での移動量を適用」では、最後に位置ズレを補正した補正量をそのまま現在の枠に適用します。これにより補正量計算時間を削減することができ、全体の検査時間を短縮することができます。多くの場合、最初の枠(枠1)で一度ズレ補正を行えば、残りの枠は全て「自動」-「前枠での移動量を適用」で検査を行うことができます。
また、「自動」-「前枠での移動量を適用」では、最後に位置ズレを補正した補正量をそのまま現在の枠に適用します。これにより補正量計算時間を削減することができ、全体の検査時間を短縮することができます。多くの場合、最初の枠(枠1)で一度ズレ補正を行えば、残りの枠は全て「自動」-「前枠での移動量を適用」で検査を行うことができます。
Q6. ズレ補正での補正可能範囲ですが、設定-ズレ補正-サーチ範囲の数値がそうですか?その数値は仮に40と設定した場合X、Y方向にそれぞれ±40ピクセルの範囲ということですか?
はい。設定-ズレ補正-サーチ範囲の数値に設定された値をもとに、例えば40pixelsに設定した場合マスター画像の枠の位置を中心に80x80ピクセルの正方形の範囲をサーチします。マスター画像で設定した枠の大きさが64x64ピクセルよりも大きい場合は処理速度を速めるため複数回に分けてサーチを行います。
この場合、1回目のサーチ範囲がマスター画像の枠の位置を中心に80x80ピクセルの正方形、2回目以降は前回のサーチで特定された最適位置を中心に80x80ピクセルの正方形という形となり、実際のサーチ範囲は「マスター画像の枠の位置を中心に80x80ピクセルの正方形」よりも若干大きくなります。
この場合、1回目のサーチ範囲がマスター画像の枠の位置を中心に80x80ピクセルの正方形、2回目以降は前回のサーチで特定された最適位置を中心に80x80ピクセルの正方形という形となり、実際のサーチ範囲は「マスター画像の枠の位置を中心に80x80ピクセルの正方形」よりも若干大きくなります。
Q7. ズレ補正機能のサーチ範囲がピクセル単位ですが、長さにするとどれくらいになるのでしょうか?
サーチ範囲は次の方法で計算いただけます。例えば30万画素(横640 x 縦480 ピクセル)のカメラで、横方向の撮像範囲が100mmの場合、1ピクセルあたりの長さは100÷640=約0.16mmとなりますので、サーチ範囲で 30ピクセル(+-)を選択しますと実際のサーチ範囲は+-30x0.16=+-4.8mm となります。
Q8. 「自動」-「おまかせ」モードや「手動」-「特徴認識」モードを使用してズレ補正を行う場合、どんな文字やマークを基準とすべきですか?
特徴画像として最も適当なものは、コントラストのはっきりした「O」の形状をした部分です。また一般的な文字や数字、記号、部品の角などでも問題ございません。不適当なものとしては「縦線だけ」、「横線だけ」のものや、近くに同様のパターンが繰り返し現れるようなものが挙げられます。
Q9. 各検査枠で位置補正用のボックス設定を行うということは、個々の枠番号で全てズレ補正を設定しなければならないのですか?
位置補正用のボックスは個々の枠番号に対して設定することができますが、多くの場合最初の枠(枠1)でズレ補正を行うだけで済みます。またその方が全体の測定時間を短縮することができます。
Q10. どの程度までのズレを補正できますか?
角度で+-5度程度、位置的には80ピクセル(20cm角の範囲であれば20mm程度)であれば問題なく補正できます。
Q11. 複数のカメラ(複数のEasyInspector)を使用した検査の場合、無償の「EasyInspectorマルチコントローラソフト(EIMC.exe)」を使用すると思いますが、このときUSB I/Oは使えますか?また、このときなにか設定は必要ですか?
はい。ご使用いただけます。EIMCは起動時にUSB I/O が接続されているかどうかを確認するようになっております。一方、EasyInspectorはEIMCによって起動された場合自動的にUSB I/Oを参照しない設定になります。このため、EIMCとEasyInspectorでマルチカメラシステムを構成される場合には、USB I/Oは自動的にEIMCと通信する設定となります。
EIMCはUSB I/Oからの検査命令により各EasyInspectorに対し検査命令を発行し、全てのEasyInspectorから合格の応答があったときのみOK信号を出します。START信号、OK/NG、BUSY信号につきましては、EasyInspector単体でご使用になる場合と同じ形式で入出力されます。
EIMCはUSB I/Oからの検査命令により各EasyInspectorに対し検査命令を発行し、全てのEasyInspectorから合格の応答があったときのみOK信号を出します。START信号、OK/NG、BUSY信号につきましては、EasyInspector単体でご使用になる場合と同じ形式で入出力されます。
Q12. 照合レベルについて詳しく教えてください。
少し複雑なのですが、照合レベルとはある程度の画像のずれを許容するために設定する数値、と言うことができます。
例えば、「マスター画像との比較」では、マスタと検査対象画像の色比較をピクセル毎に行いますが(マスタ画像の座標[1,1]と検査対象画像の[1,1]、同様に[2,2]と[2,2] ...[n,n]と[n,n])照合レベルを3にした場合、仮にマスタ画像の座標[k,k]と検査対象画像の[k,k]の色が異なった(即ちNG)場合でも、検査対象画像の座標[k,k]を中心とした 3x3 のピクセルの範囲内にマスタ画像と同じ色が存在していればOKと判断します。つまり、座標[k,k]どうしだけで1対1比較するよりも3x3(9つのピクセル)のうちどれかの色が一致すればOKとすることにより、マスタ画像と検査対象画像が(3x3の範囲で)多少ずれてしまっている場合の誤検出を防ぐことができます。
例えば、「マスター画像との比較」では、マスタと検査対象画像の色比較をピクセル毎に行いますが(マスタ画像の座標[1,1]と検査対象画像の[1,1]、同様に[2,2]と[2,2] ...[n,n]と[n,n])照合レベルを3にした場合、仮にマスタ画像の座標[k,k]と検査対象画像の[k,k]の色が異なった(即ちNG)場合でも、検査対象画像の座標[k,k]を中心とした 3x3 のピクセルの範囲内にマスタ画像と同じ色が存在していればOKと判断します。つまり、座標[k,k]どうしだけで1対1比較するよりも3x3(9つのピクセル)のうちどれかの色が一致すればOKとすることにより、マスタ画像と検査対象画像が(3x3の範囲で)多少ずれてしまっている場合の誤検出を防ぐことができます。
同様に照合レベルを5にした場合は5x5、9の場合は9x9の範囲で一致色を探します。
検査結果画像上では、この微妙な位置ずれによる誤検出は、文字やパターン、物体を縁取るように出現します。
検査結果画像上では、この微妙な位置ずれによる誤検出は、文字やパターン、物体を縁取るように出現します。
照合レベルを5にした場合、このような微妙なずれを無視することができます。
また、先ほど例として触れました、マスタ画像の座標[k,k]に対して検査対象画像の[k,k]を中心とした3x3ピクセルで同色を探すという方法とは逆に、検査対象画像の座標[k,k]に対してマスタ画像の[k,k]を中心とした3x3ピクセルで同色を探すという方法もあります。マスタ画像と検査対象画像のどちらの範囲を広げて探すかということになりますが、これらは「マスタ画像」タブの「検査対象」で選択することができます。
「出現物」:マスタ画像の範囲を広げて探す
「消滅物」:検査対象画像の範囲を広げて探す
「両方」:「出現物」と「消滅物」の両方の動作を行い、どちらか一方でもNGであればNGとする
最適値としては3程度と考えます。この数値は小さければ小さいほど位置的にわずかな差異を検出することができます。したがいまして、治具による位置決めや縦横回転補正によるずれ補正を正しく行うことの方が大事で、それでもずれが生じる場合(カメラのひずみ等が大きい場合、縦横回転だけでは補正しきれない場合があります)にできるだけ小さな数値で照合レベルを設定する、という感覚でお使いいただければ幸いです。
また、先ほど例として触れました、マスタ画像の座標[k,k]に対して検査対象画像の[k,k]を中心とした3x3ピクセルで同色を探すという方法とは逆に、検査対象画像の座標[k,k]に対してマスタ画像の[k,k]を中心とした3x3ピクセルで同色を探すという方法もあります。マスタ画像と検査対象画像のどちらの範囲を広げて探すかということになりますが、これらは「マスタ画像」タブの「検査対象」で選択することができます。
「出現物」:マスタ画像の範囲を広げて探す
「消滅物」:検査対象画像の範囲を広げて探す
「両方」:「出現物」と「消滅物」の両方の動作を行い、どちらか一方でもNGであればNGとする
最適値としては3程度と考えます。この数値は小さければ小さいほど位置的にわずかな差異を検出することができます。したがいまして、治具による位置決めや縦横回転補正によるずれ補正を正しく行うことの方が大事で、それでもずれが生じる場合(カメラのひずみ等が大きい場合、縦横回転だけでは補正しきれない場合があります)にできるだけ小さな数値で照合レベルを設定する、という感覚でお使いいただければ幸いです。
Q13. 寸法検査でエッジ(縁線)がいまひとつうまく検出できません。
下記の例を参考に測定項目や設定値をご検討ください。
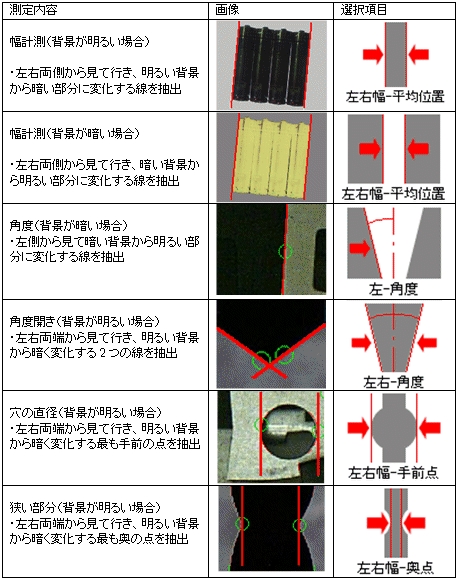
- エッジ検出感度:コントラストの低いエッジ(輝度・色彩変化点)を捉えたい場合は感度を高く(数値を小さく)します。ただし、感度を高くすることにより本来エッジではない部分(ノイズ等)を検出しやすくなります。この数値はノイズ等を拾わない程度の出来るだけ小さな数値としてください(画像処理過程でノイズと判断されるものは自動的に除去されるため、多少のノイズがあっても問題ありません)。
- 対象エッジの鋭さ:通常は「01 (鋭い)」に設定します。焦点の合った画像が取得できない場合など、やむを得ず鈍いエッジを検出する場合はより大きな数値に設定します。
Q14. 前回問い合わせを行った時の部品とは違う形状の部品の検査を行っていますが、位置補正が上手くいかないためか合格不合格を繰り返してしましまいます。割合としては不合格の方が多いです。
今回の設定のポイントと思われますのは、
なお、「ノイズを除去する」を選択しているため、ピクセル率合否判定閾値はもう少し小さくした方がよいかもしれません。
- 「ノイズを除去する」の選択:
位置補正が1ピクセルでもずれてしまうと、文字を縁取るようにしてNGピクセルが生じてしまいます。「ノイズを除去する」にチェックを入れていただきますと、これらの細い線や小さな点を除去いたします。 - 位置合わせ枠の位置と大きさ:
位置合わせ枠は、傾向として大きければ大きいほど(時間は多少長くかかりますが)正確に補正が可能になります。今回は赤枠を画像の真ん中にし、少し大きくしております。
なお、「ノイズを除去する」を選択しているため、ピクセル率合否判定閾値はもう少し小さくした方がよいかもしれません。
Q15. 部品の有無の検査を行っていますが、画像のその他の部分のズレを拾ってしまい、うまく検査できません。
部品の有無の検査を行う場合、原則的には「指定色による検出」を選択し、検査枠の中で部品の色を指定する方がより安定した検査をすることができます。
なお、この場合部品の色の検出があれば合格となりますので「ピクセル検出率合否基準値」の部分で「基準値を超えた場合」に「合格とする」を選択してください。基準値は部品がある時の検出率の半分程度に設定します。
なお、この場合部品の色の検出があれば合格となりますので「ピクセル検出率合否基準値」の部分で「基準値を超えた場合」に「合格とする」を選択してください。基準値は部品がある時の検出率の半分程度に設定します。
Q16. 1サンプルあたりの検査時間(typ.):0.5秒~0.7秒事とですが当方、WIN2000、セレロン2.0Gメモリー512Gではかなり時間がかかり ました。カメラ3台接続で検査時間2~3秒で終了させたいのですが。
検査時間は「位置ズレ補正」の設定の仕方で大きく変わってまいります。現在は全ての枠で「おまかせ」になっていませんでしょうか。
検査時間を短くするには最初の枠(枠1)のみ「手動」-「特徴認識」に設定し、また位置合わせ枠もできるだけ小さく 設定します。またサーチ範囲もできるだけ小さくし、治具等である程度 位置決めが正しく出来るように工夫します。 2以降は「自動」-「前枠での移動量を適用」に設定します。
検査時間を短くするには最初の枠(枠1)のみ「手動」-「特徴認識」に設定し、また位置合わせ枠もできるだけ小さく 設定します。またサーチ範囲もできるだけ小さくし、治具等である程度 位置決めが正しく出来るように工夫します。 2以降は「自動」-「前枠での移動量を適用」に設定します。
Q17. 御社のソフトで構築したいのですが、小ロットの検査が多い弊社では、焦点距離の固定、照明の固定の下で最適の条件を固定して、マスター作成をする必要があります。指導していただけないでしょうか。
【質問詳細】御社のソフトで構築したいのですが、小ロットの検査が多い弊社では、焦点距離の固定、照明の固定の下で最適の条件を固定して、マスター作成をする必要があります。そこで、御社のソフト、指定色の検出の場合、インストール&操作ガイドP15に表も掲載されておりますが、出来ましたら指導していただけないでしょうか。
【解答】カメラとソフトの御準備ができましたら、一度弊社宛にお電話いただけますと大変助かります。
設定の手順等について詳細をお電話でご説明させていただければと思います。
【解答】カメラとソフトの御準備ができましたら、一度弊社宛にお電話いただけますと大変助かります。
設定の手順等について詳細をお電話でご説明させていただければと思います。
Q18. 「エッジ検出」で「縦横」「回転」にチェックを入れても青枠が表示されないです。
現在はこの不具合は解消されておりますが、現在ご使用中のマスター画像で青枠が出るように修正する場合
- まず、マスター画像が保存されているフォルダを探します。
EasyInspectorで「開く」を押したときに最初に表示されるフォルダが現在のマスター画像が保存されているフォルダでこのフォルダの場所を確認後、エクスプローラー等でこのフォルダを開いて表示します。 - 青枠が表示されないマスター画像と枠番号に該当する設定ファイルを探します。
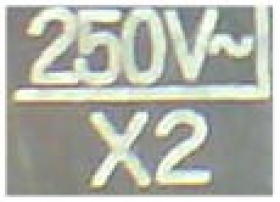
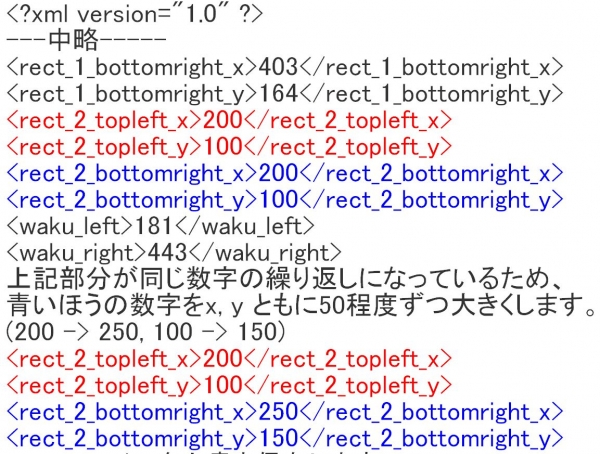
例えばマスター画像の名前が「サンプル.jpg」で、青枠を表示したい枠番号が3である場合、その設定ファイル名はinitサンプル_003.xml となります。このファイルを(ダブルクリックではなく)メモ帳で開きます。 - 次の箇所(赤および青の部分)を修正します。(下図参照)
- このファイルを上書き保存します。
- 再度EasyInspectorから「サンプル.jpg」を開きます。
- 枠3で「エッジ検出」、「縦横」「回転」にチェックを入れて青い枠が表示されるのを確認します。
Q19. 検査画像を添付ファイルにてお送りしますので、リベット有無検査につきましてテストとアドバイスお願いいたします。
【質問詳細】
【解答】今回の検査は「有り無し」が主な検査となるため、リベットの灰色を検出する設定といたしました。下図赤丸のように「指定色による検出」を選択し、指定色を灰色に設定します(表記が英語になっておりますが機能的には同じです)。また、リベットの各部分に検査枠を設定します。
- 対象ワーク:1000mm*700mm
- 対象部品:白のプラスチック板上の白リベット
- 対象数量:最大50個
- 部品間距離:50mm
【解答】今回の検査は「有り無し」が主な検査となるため、リベットの灰色を検出する設定といたしました。下図赤丸のように「指定色による検出」を選択し、指定色を灰色に設定します(表記が英語になっておりますが機能的には同じです)。また、リベットの各部分に検査枠を設定します。

Q20. 位置ズレ補正機能を有効したい場合について、自動位置ズレ補正を行わないと時間がかかるのでしょうか?最初から位置決め補正機能を有効にして使用する場合の手順書はないのでしょうか。
【質問詳細】位置ズレ補正機能を有効にさせたい場合についてですが、私の認識では、その場合、自動タブ内は「無し」を選択すれば手動タブ内で選択機能が有効となると思っておりました。実際は、自動タブ内は「おまかせ」を選択しなければいけなかったという ことのようですね。時間が3秒近く掛っていた理由は、自動位置ズレ補正を行っていなかったために位置認識するのに時間が掛っていたということでしょうか? 最初から位置決め補正機能を有効にして使用する前提の場合での手順書の作成をお願いできませんでしょうか。
【解答】位置ズレ補正には自動位置ズレ補正と手動位置ズレ補正がございます。 操作が分かりにくく、申し訳ございません。位置ズレ補正につきましては下記資料をご確認いただければ幸いです。
今回のご用途の場合
枠1:自動「おまかせ」補正または手動「特徴認識」補正
枠2以降全て:「前枠での移動量を適用」
がよいのではないかと思います。 位置ズレ補正には長い時間がかかるため、全ての枠で位置ズレ補正を行うと枠の数が多い場合時間がかかります。そのため、位置ズレ補正は最初の枠1でのみ行い、それ以降の枠は1で補正した画像をそのまま利用して検査 するという方法を取ることにより時間短縮することができます。
【解答】位置ズレ補正には自動位置ズレ補正と手動位置ズレ補正がございます。 操作が分かりにくく、申し訳ございません。位置ズレ補正につきましては下記資料をご確認いただければ幸いです。
今回のご用途の場合
枠1:自動「おまかせ」補正または手動「特徴認識」補正
枠2以降全て:「前枠での移動量を適用」
がよいのではないかと思います。 位置ズレ補正には長い時間がかかるため、全ての枠で位置ズレ補正を行うと枠の数が多い場合時間がかかります。そのため、位置ズレ補正は最初の枠1でのみ行い、それ以降の枠は1で補正した画像をそのまま利用して検査 するという方法を取ることにより時間短縮することができます。
Q21. 検査枠を4画面に分割したいのですがどうやって分割するのでしょうか?
検査枠は複数個(999個まで)設定することができますが、1つ1つ枠を追加する場合は画面右側の「検査枠」「追加」ボタン、一つの枠を複数に分割する場合は「枠の分割・複数枠コピー」を使用します。
Q22. 部品の半挿入を検出する事は可能でしょうか?
真上から撮像した画像の場合ですと部品の浮きがあっても画像にはそれほど変化がないため検出は難しいかと思いますが、斜めから撮像した場合でしたら浮き量まで検査可能なのではないかと思います。
下図は基板上のコネクタの浮きの検出です。
下図は基板上のコネクタの浮きの検出です。

この測定ではシルク印刷の線とソケットの底面の線との間の幅を測定しています。
上図、丸の付いた黄緑色の線が2本表示されています。検査ではこの距離が0.5mmと測定されています。
コネクタが浮いているため、OK品では0.5mmの幅が1.04mmと測定され、規格値外であるためNGと判定されました。
上記のような斜めからの撮像でしたら検査可能かと思います。
上図、丸の付いた黄緑色の線が2本表示されています。検査ではこの距離が0.5mmと測定されています。
コネクタが浮いているため、OK品では0.5mmの幅が1.04mmと測定され、規格値外であるためNGと判定されました。
上記のような斜めからの撮像でしたら検査可能かと思います。
Q23. ラベルの検査の場合、マスターと比較物がまったく同じ配置になりません。 マスターの一部分と比較物の一部分を比較するのは可能でしょうか。
はい。例えばラベルごとに検査枠を設定し、各検査枠にて位置ズレ補正を行うことにより画像の部分部分で補正を行いつつ比較を行うことが可能です。
Q24. 金型を検査対象としたカメラの画角について、安全ドアと金型の間が500mm~600mmしか無く、蒸気配管等のケーブルが20本前後あって撮影の邪魔をする金型もありますが、如何でしょうか。
安全ドアと金型の間にカメラを設置するしか方法があり得ないのであれば、極力広角のレンズを使用して画像取得を行い、足りない部分についてはカメラを増設して別の角度から撮影することになるかと思います。 既存の装置に対して検査機は後から付けることになりますので、邪魔になったり設置が難しい部分もあるかと思います。ただ、撮影できない部分の画像検査は不可能なため、全体が撮影できる 場所を探すか、どうしても邪魔になる部分に対してはカメラを追加して別の角度から補うしかないのではないかと思います。
Q25. 成形機の金型を監視する場合の機器一式と、設定時間の目安を教えてください。
予めある程度のテストを行っていただく必要があるかと思いますが、下記の方法で検査可能なのではないかと思います。
<検査方法>
<使用機器>
<検査方法>
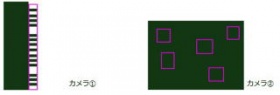
- 押し出しピンの戻り監視用のカメラ1を金型の真横に設置
- ランナー監視用のカメラ②を金型前部から撮影できる位置に設置 カメラ1・カメラ2
<使用機器>
- カメラ130万画素2台。しっかりした固定が必要なためネジつき産業用カメラ。
- レンズ2本(12mmレンズ程度) ・PC(USBポートは少なくとも6ポート必要)
- USB I/O
- 照明(カメラ2用)
- 白背景(布等。カメラ1で検査中白以外(ピン)があればNGとします)
- EasyInspector310
必要に応じてUSB延長ケーブル ・カメラ、照明固定治具 振動のある場所とのことですので、PCの足にはスポンジまたは防振ゴムを設置した方がよいかと思います。また一般的なWebカメラでは固定が難しく、また画角も調節できないため、産業用の130万画素カメラをおすすめいたします。
Q26. 検査についてですが、ビスの有無の他に、ビス締めつけが甘い状態(浮き)なども一緒に検出させたいのですが、良い検出方法などあれば教えてください。
画像でネジ浮き検査するためには、ネジの浮いた状態とそうでない状態で画像に 何らかの差異がある必要があります。下記に参考例を紹介させていただきます。
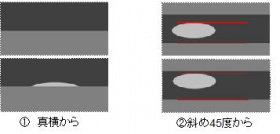
- 真横からの「有り無し検査」:
真横から見たとき、正常な場合はネジ頭が樹脂成型の凹部に隠れて見えませんが、ネジが浮いている場合は頭が見えます。ネジ頭(明るいグレー)がある時はNGです。 - 斜め45度からの「寸法検査」:
斜めから見た場合、浮きがあるビスは位置的に上にずれて見えます。これを寸法検査にて数値的に評価します。ある一定値よりも大きい場合NGです。または「マスター画像との比較」によってズレ量がある一定量をこえたときにNGとすることも可能かと思います。