


寸法角度測定における「繰り返し精度」の重要性
皆様こんにちは。
ブログの更新に手が回らず、誠に申し訳ございませんでした。年度末~年度初めの期間は大量の評価用サンプルに目が回っておりました。
今回は私がサンプル評価やお客様からのご質問に回答する中で、たいへん頻繁に説明させて頂いている「繰り返し精度」についてここで紹介できればと思います。
お客様からよく「測定精度は?」というご質問を頂きます。このような時は単純にカメラ視野を縦横のカメラ画素数で割った「ピクセル解像度」で大まかに回答させて頂いておりますが、実は「ピクセル解像度」以外にも重要なものがございます。それが「繰り返し精度」です。
EasyInspectorを使用して繰り返し検査を行っていますと、全く同条件下での検査でも測定結果が微妙に異なります。その測定結果がどの程度の変動幅で異なるかを表したものが「繰り返し精度」となります。通常は変動幅は測定精度に直結するため「繰り返し精度」の方が現実に近い精度と言えます。
(要約)繰り返し精度とは・・・
同一条件(同一場所、同一測定器、同一人物)下で短期間に繰り返し検査を行った際の、測定値の変動幅。
以下、実際に社内で行いました「繰り返し精度」の変動幅の検証結果をご報告致します。
ブログの更新に手が回らず、誠に申し訳ございませんでした。年度末~年度初めの期間は大量の評価用サンプルに目が回っておりました。
今回は私がサンプル評価やお客様からのご質問に回答する中で、たいへん頻繁に説明させて頂いている「繰り返し精度」についてここで紹介できればと思います。
お客様からよく「測定精度は?」というご質問を頂きます。このような時は単純にカメラ視野を縦横のカメラ画素数で割った「ピクセル解像度」で大まかに回答させて頂いておりますが、実は「ピクセル解像度」以外にも重要なものがございます。それが「繰り返し精度」です。
EasyInspectorを使用して繰り返し検査を行っていますと、全く同条件下での検査でも測定結果が微妙に異なります。その測定結果がどの程度の変動幅で異なるかを表したものが「繰り返し精度」となります。通常は変動幅は測定精度に直結するため「繰り返し精度」の方が現実に近い精度と言えます。
(要約)繰り返し精度とは・・・
同一条件(同一場所、同一測定器、同一人物)下で短期間に繰り返し検査を行った際の、測定値の変動幅。
以下、実際に社内で行いました「繰り返し精度」の変動幅の検証結果をご報告致します。
○検査設定
検証の際には画像検査ソフト「EasyInspector」の「寸法角度検査」機能を使用しました。
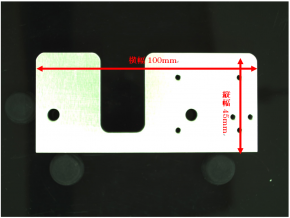
①測定対象を測定部へ設置致します。
②EasyInspectorの「寸法角度検査」機能を選択し、検査枠を測定箇所に設定します。
検証の際には画像検査ソフト「EasyInspector」の「寸法角度検査」機能を使用しました。
①測定対象を測定部へ設置致します。
②EasyInspectorの「寸法角度検査」機能を選択し、検査枠を測定箇所に設定します。
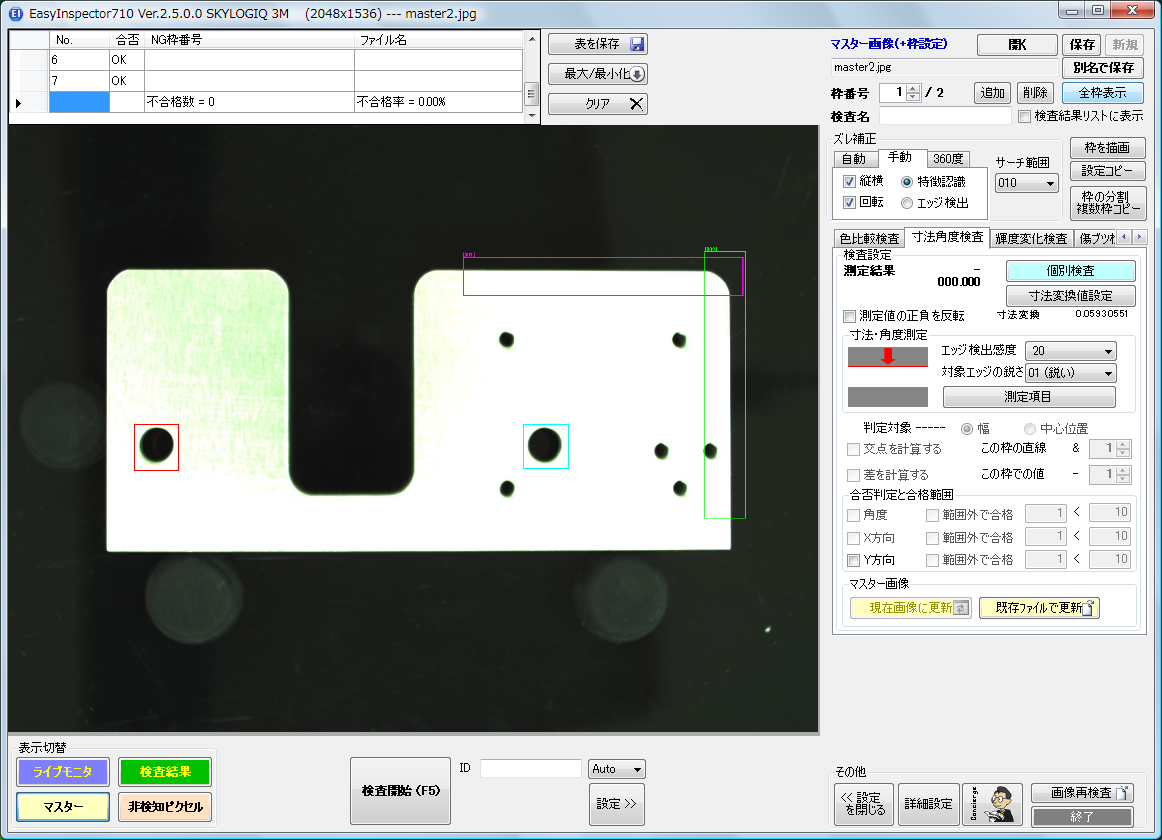
今回は、上記画像の画面右上部分の右辺と上辺へ検査枠を設定します。
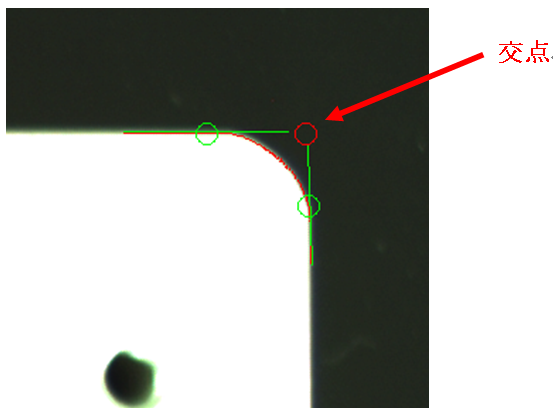
③検査枠を設定しました右辺と上辺の交点位置の「Y方向」(画面上端からの距離)の値を測定します。
③検査枠を設定しました右辺と上辺の交点位置の「Y方向」(画面上端からの距離)の値を測定します。
上記設定後、繰り返し検査を行った際の測定値がどのように変化するかを検証しました。
○検証結果
・検査品を固定し、連続で「検査開始」ボタンを押した時。
→10回連続で行った時の結果
最大値 22.3168mm
最小値 22.3156mm
最大値と最小値との差は約0.0012mm
・検査品を検査都度、手で同じ場所へ繰り返し設置し「検査開始」ボタンを押した時
→19回連続で行った時の結果
最大値 21.926mm
最小値 21.877mm
最大値と最小値との差は約0.049mm
上記検証結果より、繰り返し測定でもサンプルの置き換えを行わずに測定した時と毎回サンプルを置きなおして測定した時とでは繰り返し精度が異なることが分かります。今回の検査条件では約0.05mm程の誤差が発生する可能性がある事が判りました。従いまして、上記検査条件時の合否判定基準を設定する際には、0.05mmの「繰り返し精度」誤差も考慮して設定する必要がございます。
※検査条件(検査対象の大きさ、視野範囲等)が変わりますと、「繰り返し精度」誤差の値も変化致しますのでご注意下さい。
特に、精度の高い検査を要求される場合には影響も大きくなって参りますので、今後の検査設定時のご参考にして頂きますようお願い申し上げます。
------------------------------------------------------------------
※補足事項:ピクセル解像度について
「ピクセル解像度」を求める式
ピクセル解像度=測定対象縦方向カメラ視野 ÷ 縦方向ピクセル数
例)縦方向 100mmのカメラ視野を1000万画素(3840×2768ピクセル)で写した場合
ピクセル解像度=100(mm)÷2768(ピクセル)≒0.03612(mm)
上記例の場合、「ピクセル解像度」は約0.036mmとなります。
(2015.4.30)
○検証結果
・検査品を固定し、連続で「検査開始」ボタンを押した時。
→10回連続で行った時の結果
最大値 22.3168mm
最小値 22.3156mm
最大値と最小値との差は約0.0012mm
・検査品を検査都度、手で同じ場所へ繰り返し設置し「検査開始」ボタンを押した時
→19回連続で行った時の結果
最大値 21.926mm
最小値 21.877mm
最大値と最小値との差は約0.049mm
上記検証結果より、繰り返し測定でもサンプルの置き換えを行わずに測定した時と毎回サンプルを置きなおして測定した時とでは繰り返し精度が異なることが分かります。今回の検査条件では約0.05mm程の誤差が発生する可能性がある事が判りました。従いまして、上記検査条件時の合否判定基準を設定する際には、0.05mmの「繰り返し精度」誤差も考慮して設定する必要がございます。
※検査条件(検査対象の大きさ、視野範囲等)が変わりますと、「繰り返し精度」誤差の値も変化致しますのでご注意下さい。
特に、精度の高い検査を要求される場合には影響も大きくなって参りますので、今後の検査設定時のご参考にして頂きますようお願い申し上げます。
------------------------------------------------------------------
※補足事項:ピクセル解像度について
「ピクセル解像度」を求める式
ピクセル解像度=測定対象縦方向カメラ視野 ÷ 縦方向ピクセル数
例)縦方向 100mmのカメラ視野を1000万画素(3840×2768ピクセル)で写した場合
ピクセル解像度=100(mm)÷2768(ピクセル)≒0.03612(mm)
上記例の場合、「ピクセル解像度」は約0.036mmとなります。
(2015.4.30)